Cómo funcionan las máquinas de extrusión de aluminio: del tocho al perfil
Apr 18, 2025
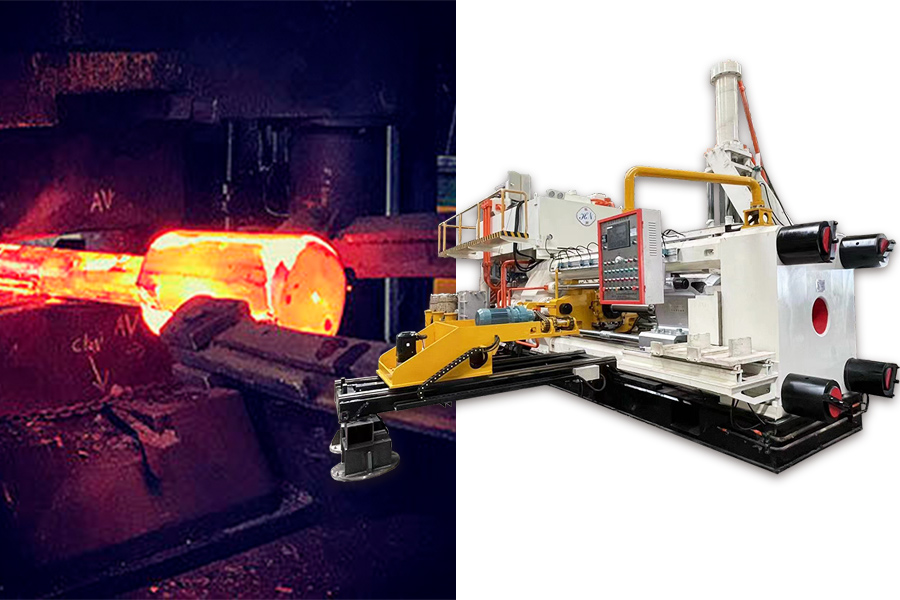
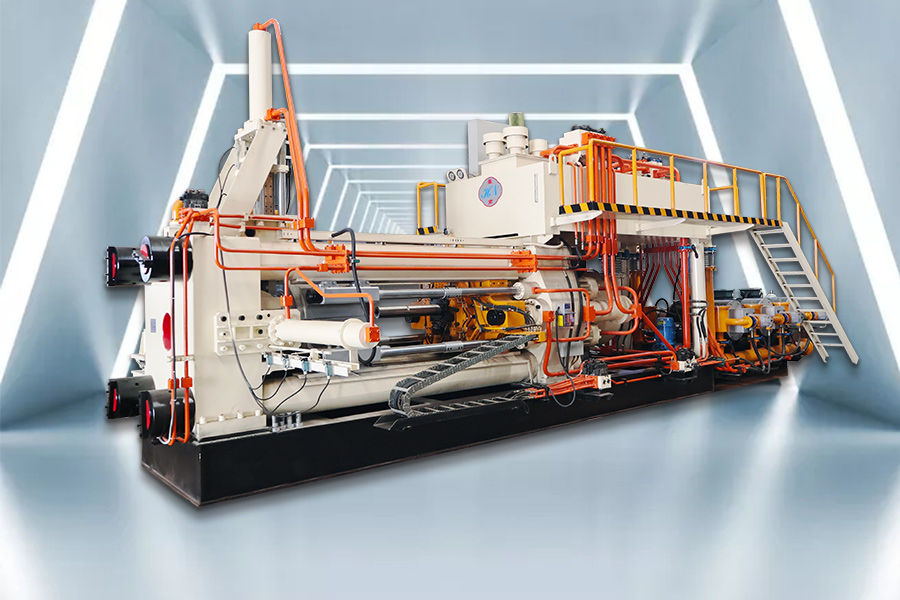
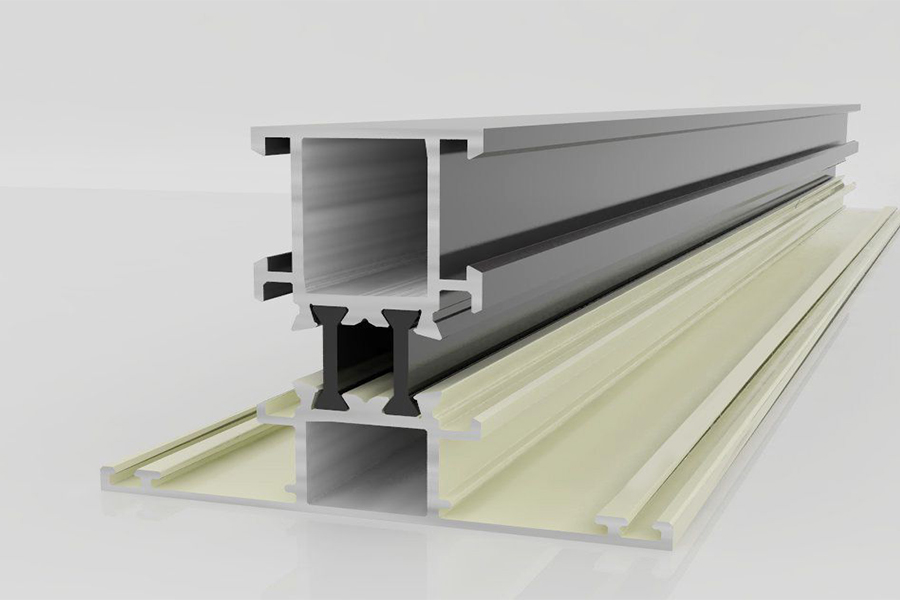
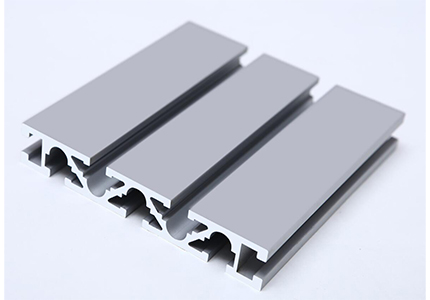
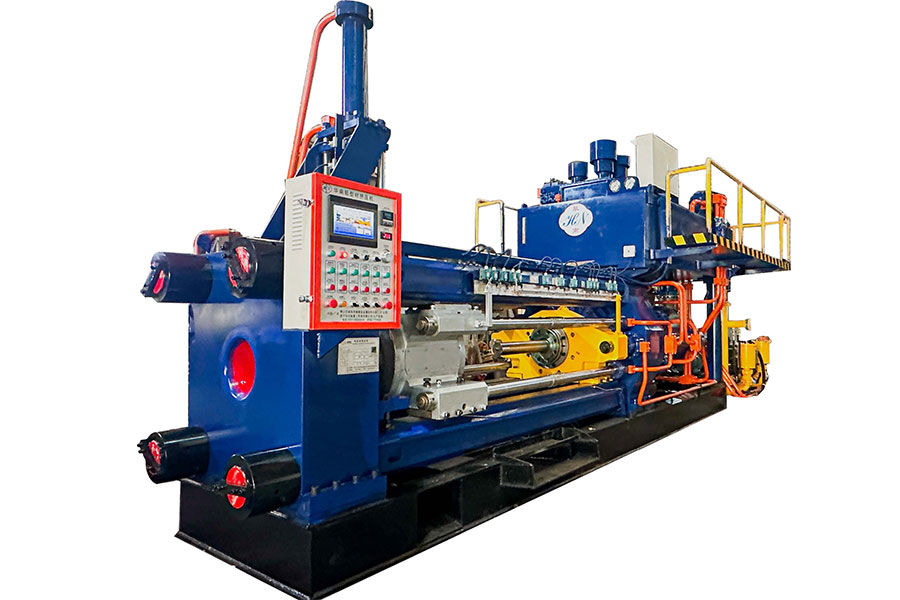
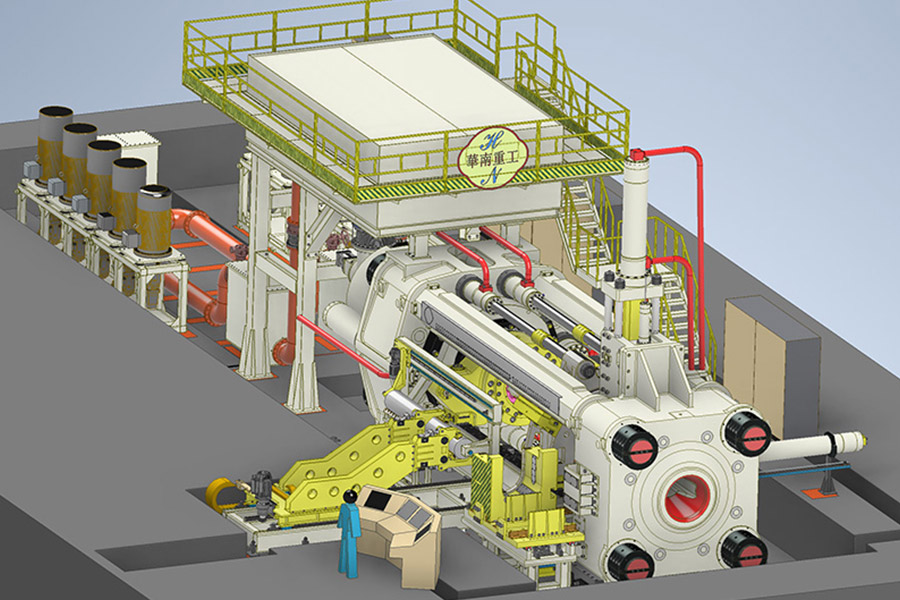
Actualmente, los perfiles de aluminio se presentan en diversas formas, incluyendo formas sólidas, semihuecas y huecas. Estos perfiles desempeñan un papel crucial en la conformación y mejora de la funcionalidad de muchos productos cotidianos, desde electrodomésticos hasta automóviles. Los clientes prefieren los perfiles de aluminio por su excelente resistencia, estabilidad, resistencia a la corrosión y ligereza. Los pasos básicos desde el tocho de aluminio hasta el perfil de aluminio son los siguientes:1、Calentando el tocho de aluminio,2、Extrusión del tocho de aluminio,3、Después de que el tocho se extruye a través del molde, se tira del perfil de aluminio con una máquina de tracción,4、Enfriamiento del perfil de aluminio,5、Tratamiento superficial del perfil de aluminio.Estos pasos pueden parecer sencillos, pero requieren maquinaria para su realización. Entre ellos, el diseño y la fabricación del molde son partes muy importantes. El molde se crea para que se ajuste a la forma y las dimensiones requeridas para el producto final. Los moldes de extrusión de aluminio suelen estar hechos de acero o aleación de acero de tungsteno y pueden soportar miles de extrusiones.1、El tocho de aluminio se calienta mediante un horno de corte en caliente de múltiples varillas. El tocho de aluminio o la materia prima suele ser una varilla fundida larga. Se corta a la longitud adecuada y se calienta a una temperatura que le otorga la ductilidad necesaria para la extrusión. 2、Luego, el tocho de aluminio calentado se coloca en el Extrusora de aluminio Para extrusión. Tras pasar por el molde de extrusión, el aluminio adquiere la forma deseada. Actualmente, existen dos métodos de extrusión para palanquillas de aluminio: extrusión directa e indirecta.En la extrusión directa (también conocida como extrusión hacia adelante), el tocho se coloca en un contenedor y se utiliza un pistón para empujarlo a través de la abertura del molde. La fuerza aplicada por el pistón hace que el aluminio fluya a través de la abertura del molde, moldeando la forma del mismo. La pieza extruida se expulsa del molde al final del proceso. Extrusión directa Se utiliza normalmente para producir formas sólidas como varillas, barras y tubos.Extrusión indirecta También se denomina extrusión inversa o extrusión hacia atrás. En el proceso de extrusión indirecta, a diferencia del proceso de extrusión directa, donde la palanquilla se empuja a través del molde, en la extrusión indirecta, el molde se empuja hacia la palanquilla para formar la forma extruida deseada. El molde se coloca en el extremo del pistón (un mandril hueco), la palanquilla se carga en el contenedor y, a continuación, el pistón se empuja hacia la palanquilla, lo que hace que la palanquilla pase a través del molde y produzca la extrusión de aluminio. La principal ventaja es que no hay fricción en la superficie de la palanquilla. Esto reduce la carga de extrusión, permitiendo producir la misma extrusión de aluminio con una máquina más pequeña, o una extrusión más grande con la misma máquina. Además, no se genera calor por la fricción entre la palanquilla y el contenedor. Esto resulta en un mejor flujo de extrusión, menos variables, un proceso más consistente y sencillo, y el material extruido final tiene mejores tolerancias y formas más estables.Tanto los procesos de extrusión directa como los indirectos presentan sus propias ventajas y desventajas. El proceso de extrusión directa es más sencillo y suele ser más rápido, lo que permite una mayor rentabilidad en la producción de formas simples. Por otro lado, el proceso de extrusión indirecta permite la creación de formas más complejas y, gracias a la uniformidad del flujo de material, se pueden producir piezas con mayor integridad estructural. 3、FExtractor doble servo ull Se utiliza para estirar el material de aluminio, manteniéndolo recto. Las máquinas de tracción actuales suelen tener una función de cizallamiento para cortar el material de aluminio a la longitud adecuada, que posteriormente se enfría con agua o se deja enfriar naturalmente en una mesa de enfriamiento. El aluminio extruido se enfría con aire o agua, lo que ayuda a conservar su forma. 4、El aluminio extruido se suele cortar a la longitud requerida y luego se somete a los procesos de acabado necesarios, como pintura, anodizado, recubrimiento en polvo o pulido. Este paso suele requerir el uso de un Horno de envejecimiento. Si quieres saber más sobre máquina de extrusión de aluminio, por favor visite nuestro sitio web www:huananmachine.com.










 RED SOPORTADA
RED SOPORTADA
 Español
Español English
English فارسی
فارسی عربي
عربي Türk
Türk
